




Produktionsledningssystem PMS Lagringshantering för pappersrullar
Synkroniseringskontroll
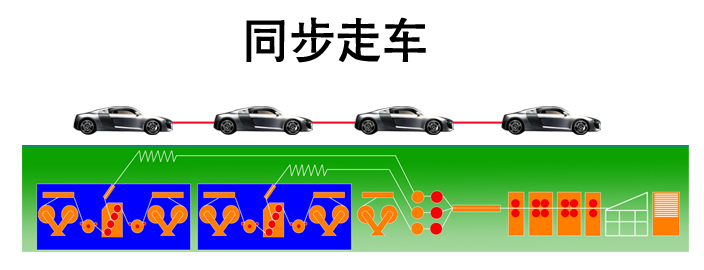
Synkroniseringen innebär att styra hastigheten på en yta, den kan hålla samma hastighet med huvudduksbältet.Dess roll är att undvika överdriven pappersansamling eller att dra av bryggpappret.Eftersom hastigheten snabb förändring, lätt att skaka maskin, dålig korrugerad flöjt, dålig bindning och andra problem;hälsostyrning kommer att baseras på egenskaperna hos de enskilda motorerna vid olika hastigheter för att ge olika hastighetskontrollkurva, försöka bromsa hastighetsändringen och få stabila korrugerade räfflor och lim (klistra) enhetlig.
Overhead Bridge-pappersackumuleringskontroll
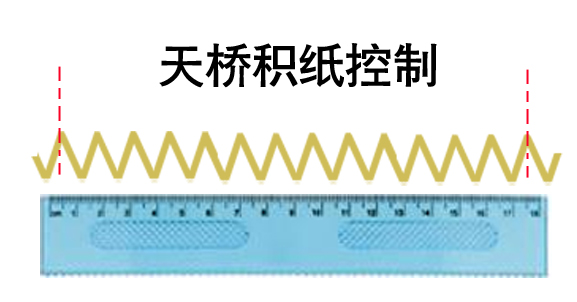
Overhead bro kontroll, inte bara för att undvika pappersskärare och papper ansamling problem, och påverka noggrannheten i hela våta papper byte och manuell riva ark automatisk kompensation. Anledningen är enkel, hela produktionslinjen, förutom papper vågiga bron plot är inte lätt att uppskatta, men avståndet är nästan fast data från vals till klätterband, samt från bro sugpappersguide till NC skärare.Verkligen vill räkna, det är hur man beräknar den faktiska volymen av papper bro, samt mängden automatisk upptäckt kompensation för att göra dåligt papper slits av arbetare på bron.
För brodetektering och kontroll, spårning och flödeskontrollteknik;å ena sidan, spåra den faktiska pappersansamlingen, å andra sidan, använd klätterbältets matningsmängd och överbrygga sugstyrningspappersmängden, för att mäta med flödeskontroll.Skillnaden mellan de två beloppen (bro rivmängd) återkoppling synkronisering styrs automatiskt, för att uppnå kompensation och en fast brygga ackumulering.
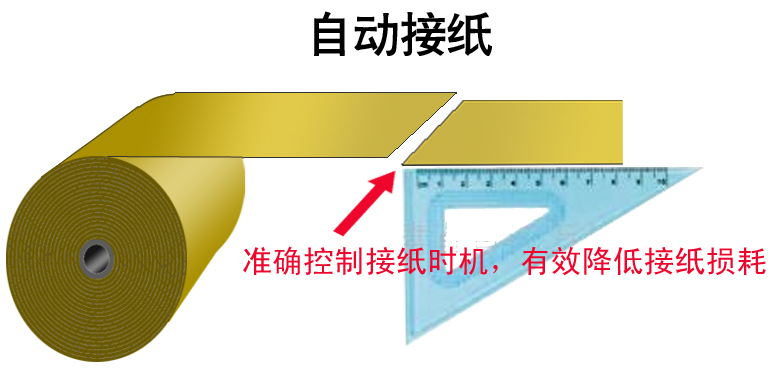
Auto Splicer Control
Automatisk skarvningsmaskin är inte bara ansluten till kontrollen vid lämplig tidpunkt, den inkluderar också bryggackumulering, synkron, sakta ner, innan skarvning av papper, och papperskontroll från pappershuvudets matning in i korrugeringsrullen till återhämtning etc, serier av kontroll
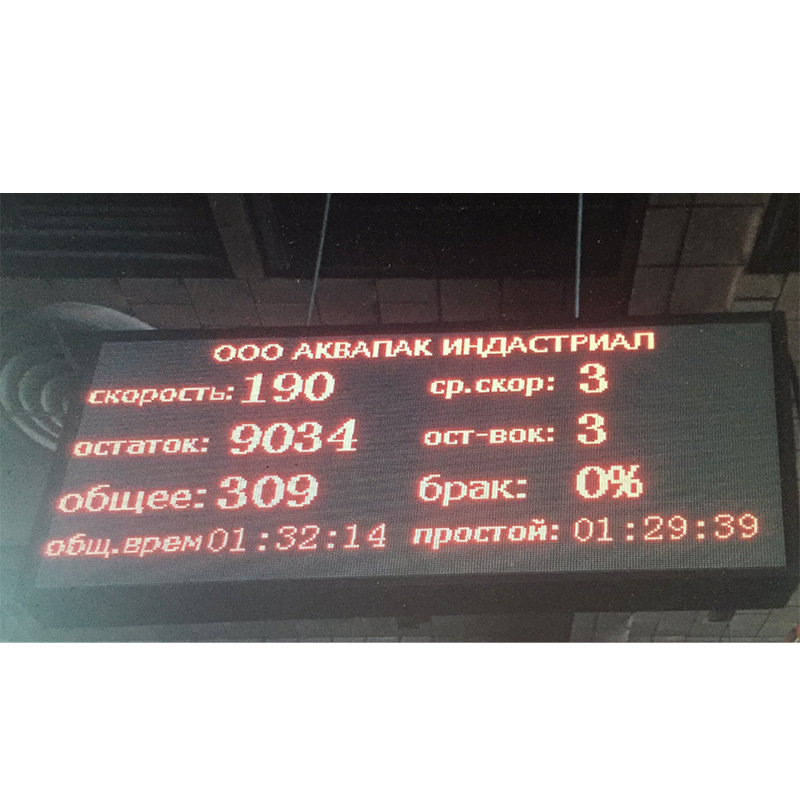
Dubbelsidig LCD-skärm
Realtidsvisning av den nuvarande produktionen av flera meter, det återstående antalet meter;
Realtidsvisning av aktuellt fordonsnummer, det genomsnittliga antalet fordon;
Konfiguration

Styrskåp med enkel front
Dubbelt frontpanels kontrollskåp
Kontrollskåp i torrt ände
Dubbelsidig LCD-skärm
